En el campo de la fabricación moderna de imanes, la eficacia y el rendimiento de los imanes NdFeB (neodimio hierro boro) son evidentes. La razón del fuerte campo magnético de los imanes de neodimio no es sólo su materia prima, sino también el proceso de fabricación. El proceso de fabricación del polvo es muy importante. Los métodos pulvimetalúrgicos tradicionales tienen ciertas limitaciones en cuanto a eficacia, propiedades de los materiales y cuestiones medioambientales.
La explosión de hidrógeno es una tecnología que utiliza hidrógeno para descomponer aleaciones metálicas de tierras raras como medio para mejorar el refinado y los productos finales en la fabricación de imanes. La explosión de hidrógeno no afecta a la calidad de las materias primas y puede mejorar el tamaño de las partículas de los polvos magnéticos. Hoy, les llevaré a echar un vistazo al principio de la explosión de hidrógeno y sus ventajas sobre la pulvimetalurgia tradicional.
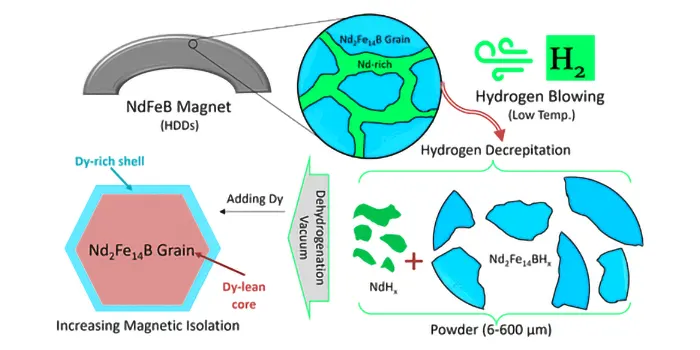
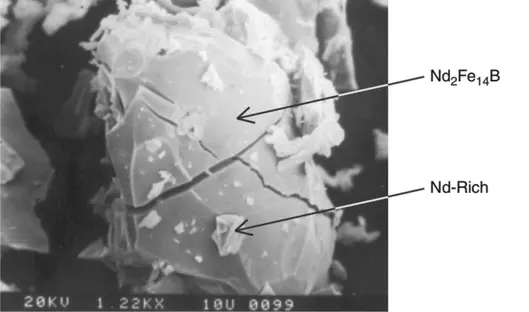
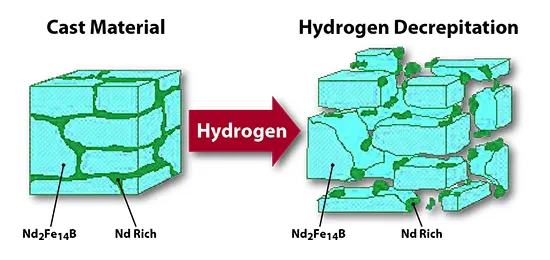
La decrepitación por hidrógeno (HD) desempeña un papel importante en la producción de imanes de NdFeB, especialmente en la fabricación de imanes de alto rendimiento para motores eléctricos, turbinas eólicas y diversas aplicaciones electrónicas. Este paso implica la introducción de hidrógeno en la aleación de tierras raras (fase rica en neodimio y Nd2Fe14B matriz de grano) para producir una serie de cambios físicos. Al producir el polvo fino necesario para los siguientes pasos de fabricación del imán, se simplifican el material y los métodos de producción.
El proceso comienza sometiendo la aleación sólida de NdFeB a un entorno rico en hidrógeno a temperaturas entre 25 y 400 °C. A medida que el hidrógeno se difunde en la red metálica, cuando el cambio de volumen (ΔV) en los límites de grano es 3 veces el cambio de grano, la deformación de la red hace que el imán estalle y forme microfisuras. Estas grietas reducen la integridad estructural de la aleación, haciéndola quebradiza y fácil de romper en polvos finos (el tamaño de las partículas puede alcanzar el rango de 6-600 μm tras la hidrogenación). La generación de estos polvos finos es crítica para los procesos posteriores de molienda por chorro y molienda por chorro que son esenciales para refinar el material hasta el tamaño de partícula requerido para la producción eficiente de imanes.
Además, la realización del proceso de decrepitación por hidrógeno en la aleación NdFeB no se limita a descomponer el material en polvo fino. La fragilidad del material tras la hidrogenación contribuye a mejorar la eficacia del proceso de prensado posterior. Porque al promover la descomposición del hidrógeno, se puede reducir eficazmente la energía necesaria para los procesos mecánicos posteriores, mejorando así la sostenibilidad general y la rentabilidad de la fabricación de imanes de NdFeB. En comparación con la pulvimetalurgia tradicional, este proceso reduce en gran medida los residuos de material y puede reducir los costes de producción en 25% (Citado de ACS). Además, desde una perspectiva medioambiental: la decrepitación del hidrógeno es una alternativa más respetuosa con el medio ambiente, ya que los métodos tradicionales suelen implicar un elevado consumo de energía y producen grandes cantidades de residuos.
La HD (decrepitación por hidrógeno) y la PM (pulvimetalurgia) son también técnicas con diferentes metodologías y aplicaciones materiales utilizadas en la fabricación de polvo metálico. Mientras que la decrepitación por hidrógeno emplea la absorción de hidrógeno para generar polvos metálicos fracturados, la pulvimetalurgia (PM) suele aprovechar métodos como la molienda y la trituración para producir polvos. Así pues, una diferencia fundamental entre estos procesos radica en el mecanismo por el que se produce el polvo utilizado para crear los imanes finales.
Pulvimetalurgia tradicional (PM):
Un método convencional para la fabricación de imanes utiliza la pulvimetalurgia (PM), que engloba técnicas de trituración y molienda. Uno de estos métodos consiste en triturar metales sólidos hasta convertirlos en sustancias pulverulentas, que desempeñan un papel fundamental en el proceso de los materiales magnéticos de alto rendimiento. A pesar de la frecuente mención de la atomización en la PM, no suele aplicarse a los polvos magnéticos. Las técnicas de proceso se eligen principalmente para la producción de imanes, ya que con ellas se obtienen materiales con un tamaño de partícula definido y una homogeneidad adecuada para el proceso de producción de imanes. Por lo que sabemos, los PM pueden abarcar una amplia variedad de materiales, incluso aleaciones ferrosas, que son fundamentales para la construcción de imanes permanentes. Esta adaptabilidad permite que la PM esté bien optimizada para la fabricación de imanes a gran escala, sobre todo para sectores en crecimiento, como la automoción, la electrónica y las energías renovables.
Aunque tanto la decrepitación por hidrógeno como la pulvimetalurgia pueden utilizarse para el mismo objetivo de producir polvos magnéticos permanentes, existen claras diferencias en los resultados y las aplicaciones, así como en la idoneidad de los materiales.
Diferencias de proceso
La decrepitación por hidrógeno (HD) hace que metales como el hierro o el acero se vuelvan quebradizos a altas temperaturas con gas hidrógeno, lo que provoca que se rompan en trozos finos. Este proceso genera polvos con una distribución controlada del tamaño de las partículas que pueden ser necesarios para obtener imanes con propiedades magnéticas específicas. Se centra en la absorción de hidrógeno que provoca la fragmentación del metal, que luego puede recogerse y purificarse. Este enfoque es útil para conseguir granos controlados y finos, especialmente para aplicaciones en la producción de imanes.
A diferencia del método tradicional de pulvimetalurgia (PM) para la producción de imanes, que consiste en moler o triturar metales hasta convertirlos en polvos. Estos métodos son excelentes para producir polvos magnéticos, teniendo en cuenta tanto la distribución específica del tamaño de las partículas como la composición específica de los materiales magnéticos, y pueden optimizarse para producir polvos que cumplan los exigentes requisitos asociados a la producción de imanes. El proceso PM es lo suficientemente flexible como para fabricar imanes con las distintas propiedades necesarias.
Idoneidad del material
La decrepitación por hidrógeno es adecuada principalmente para metales que absorben el hidrógeno sin perder la estructura cristalina, es decir, para aleaciones ferrosas y metales duros como el wolframio. El uso de la HD en la fabricación de imanes está restringido por este requisito de material a medida, ya que no todos los metales pueden procesarse mediante HD.
Por otro lado, la pulvimetalurgia tradicional puede aplicarse a una amplia gama de materiales, incluidos metales férreos y no férreos y aleaciones especializadas. La PM, al ser más versátil y ampliamente utilizada en las técnicas de fabricación de imanes, permite a los fabricantes seleccionar los materiales en función de los requisitos magnéticos específicos.
Características del polvo
Gracias a sus métodos altamente eficaces, la HD es idónea para la producción de polvos muy finos. Su estrecha distribución granulométrica lo hace idóneo para aplicaciones de alta precisión, como herramientas de corte o aleaciones de alto rendimiento. En este caso, la homogeneidad del polvo producido por HD es mejor que la del polvo normal, una característica importante porque interviene la sinterización. En realidad, en comparación con los imanes preparados a partir de polvo molido común (tamaño medio de las partículas de unas 40μm), los imanes construidos a partir de polvo decrepitado por hidrógeno (tamaño medio de las partículas de unas 100μm) mostraron cambios desmagnetización coercividades intrínsecas mejoradas y estabilidad a temperaturas elevadas.
Por el contrario, la PM convencional puede dar como resultado un polvo con una mayor variedad de tamaños de partícula, lo que puede ser ventajoso en algunos casos. No obstante, los polvos fabricados con PM convencional suelen presentar un nivel de uniformidad inferior al de los tratados con HD.
Ventajas de la decrepitación del hidrógeno
- Polvo fino de gran uniformidad: Tl método de decrepitación por hidrógeno es especialmente beneficioso cuando la distribución del tamaño de las partículas es estrecha y uniforme. En el caso de la producción de imanes, la uniformidad del material en polvo es muy importante, ya que durante el proceso de sustitución del material, la sinterización mejora la propiedad magnética debido a una mayor alineación de los dominios.
- Rendimiento magnético mejorado: Como el HD está disponible en forma de polvo fino y homogéneo, permite un mejor control de las propiedades magnéticas del imán. Esto aumenta la densidad energética y la eficiencia en aplicaciones de alto drenaje como motores, sistemas de energías renovables y electrónica.
- Eficiencia del material: El proceso HD utiliza menos material en la producción. Gracias a la fractura controlada del metal y a una recogida eficaz del polvo, la pérdida de material es menor que con los métodos convencionales.
- Beneficios medioambientales: La decrepitación por hidrógeno se considera más respetuosa con el medio ambiente que la pulvimetalurgia tradicional, ya que puede reducir las emisiones y el consumo de energía durante el proceso de producción.
Ventajas de la pulvimetalurgia
- Versatilidad: La PM es mucho más versátil y puede utilizarse en una mayor variedad de metales, tanto férreos como no férreos. Esta versatilidad la hace perfecta para la producción de piezas en numerosos sectores.
- Relación coste-eficacia: Con procesos bien establecidos como la atomización y la molienda mecánica, la PM suele ser más rentable y escalable para la producción de grandes volúmenes.
- Menores costes energéticos: Algunos procesos de PM, como la atomización con gas, exigen menos energía que la HD y son más baratos en algunos casos.
Las ventajas y desventajas del proceso de decrepitación por hidrógeno y pulvimetalurgia tradicional varían en función de la selección del material y de los requisitos del producto. La HD es muy adecuada para polvos finos y homogéneos que satisfagan las demandas de aplicaciones avanzadas en aleaciones seleccionadas. Por otro lado, la PM tradicional goza de gran aceptación en diferentes campos, ya que cubre un aspecto más diverso de materiales y aplicaciones y tiene el mayor rango de flexibilidad. Resuelve el costoso problema de disponer de una gama más amplia de tamaños de partículas para un uso selecto, ya que son necesarios en determinadas aplicaciones, lo que la convierte en una buena opción para la industria, donde dicha flexibilidad es esencial.
La descomposición del hidrógeno (HD) es un proceso crucial para mejorar las propiedades de los materiales que se produce como uno de los pasos clave en la producción de imanes permanentes de aleación magnética. El uso eficiente y la aplicación de esta tecnología nos lleva a la producción de material en polvo fino para la fabricación de imanes permanentes de alto rendimiento. Pues bien, como profesional del sector, les ayudaré a comprender en esta exposición cómo se pone en práctica esta explosión de hidrógeno en la fabricación de imanes de NdFeB en nuestra nave de producción.
- Preparación de la materia prima
Es importante preparar las materias primas antes de la decrepitación del hidrógeno. Para los imanes de NdFeB, se utilizan como materias primas lingotes o polvos sólidos de neodimio (Nd), hierro (Fe) y boro (B). Podemos llamar a este procedimiento el proceso de preparación, en el que nos aseguramos de que el material bruto de NdFeB fundido en la etapa anterior estaba limpio de contaminantes. Esto garantizará un proceso de explosión limpio y que absorba hidrógeno. Al reducir los imanes de SmCo5, debido a que sus imanes son casi monofásicos, la presión permite la reacción del hidrógeno de forma muy diferente con el NdFeB. La naturaleza de la materia prima dicta las necesidades del proceso posterior.
- Hidrogenación
A continuación se produce la decrepitación real del hidrógeno. Ahora, el imán de tierras raras se expone a una cámara de reacción de hidrógeno puro, o (como se describirá) a una mezcla de hidrógeno más uno o más gases inertes (por ejemplo, nitrógeno o argón). El contenido de hidrógeno (o la mezcla de gases de hidrógeno) se sitúa generalmente entre 0,5% y 10% y debe ajustarse en función de la situación real.
Una mezcla gaseosa no explosiva permite un equipamiento más sencillo y hace más segura la manipulación del gas. Si se diseña un imán seleccionado para colocarlo dentro de un aparato que sigue formando parte de un conjunto mayor, el uso de mezclas potencialmente explosivas puede ser una actividad peligrosa.
- Control del caudal y la temperatura del hidrógeno
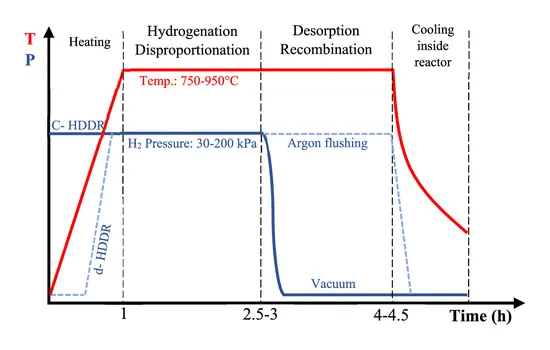
El hidrógeno se introduce en la cámara de reacción a una temperatura controlada, normalmente entre 25°C y 400°C, y en algunos casos especiales se calienta lentamente desde -30°C hasta 600°C. El flujo de hidrógeno y la temperatura deben controlarse cuidadosamente durante todo el proceso. Si la temperatura es demasiado alta, puede provocar una descomposición excesiva. Si la temperatura es demasiado baja, la reacción de explosión del hidrógeno será demasiado lenta.
Si no fluye suficiente hidrógeno, es posible que la estructura del imán no se destruya por completo. Según nuestro cálculo previo de los datos anteriores para la producción de imanes, tenemos cinco conjuntos de datos de presión de hidrógeno más comunes y aplicables: 0,01 mbar-100 bar, 0,1 bar- 70 bar, 0,1 bar-50 bar, 0,5 bar-20 bar o 1 bar-10 bar. La presión del gas puede reforzar si el gas está en movimiento y cómo está recubierta la superficie del imán.
Este proceso no es un simple soplado y calentamiento, y el operador necesita mantener un flujo equilibrado de hidrógeno. El objetivo es introducir hidrógeno en la estructura cristalina del material, rompiendo los enlaces metálicos frágiles y produciendo así partículas más pequeñas y uniformes. Nuestro personal de construcción tendrá que suministrar hidrógeno continuamente y realizar un control preciso para garantizar que la reacción requerida se produzca en el tiempo especificado.
- Reacción a la explosión
En este punto, el hidrógeno penetra en el material, haciendo que las partículas estallen debido a la presión creada internamente por el hidrógeno; verdadera reacción de explosión. Los trozos se hacen más pequeños y más escamosos. Esta reacción puede tardar de varias horas a varios días, dependiendo de las propiedades del material y de la aleación específica. Esta es también la razón por la que los datos de temperatura y flujo de aire anteriores están agrupados: este proceso es lento.
Esto no sólo reduce las propiedades de manipulación del material, sino que también ayuda a conseguir una microestructura más homogénea. Si la decrepitación no se realiza correctamente, se obtiene un polvo grueso e insatisfactorio que no cumple los estándares ultraelevados de los imanes permanentes. La decrepitación realizada correctamente conduce a que el polvo magnético sea fino, uniforme y con capacidad de compactación.
- Enfriamiento y tratamiento posterior a la desrepitación
Una vez finalizada la decrepitación del hidrógeno, nuestro personal recupera cuidadosamente el polvo y lo deja enfriar. Asegúrese de que el hidrógeno se ventila de forma segura durante este proceso de enfriamiento. El enfriamiento debe ser controlado (es decir, gradual) para evitar cualquier descenso brusco de la temperatura que pueda provocar grietas/fracturas perjudiciales para el proceso de decrepitación del hidrógeno.
- Imanes compactos y con forma
Una vez completado el proceso de decrepitación por hidrógeno, el siguiente paso es compactar el polvo de NdFeB, ahora fino y uniforme. Esto suele hacerse mediante moldeo o prensado isostático, en el que el polvo se prensa a altas e intensas presiones para darle la forma deseada al imán y se sinteriza.
La decrepitación por hidrógeno hace que el polvo sea más fácil de manipular y moldear. El pequeño tamaño de partícula conseguido por la decrepitación ayuda a lograr una mayor densidad del cuerpo verde, lo que se traduce en un imán más fuerte y denso tras la sinterización.
En mi opinión, hay dos aspectos de la decrepitación por hidrógeno que se pasan por alto con mayor facilidad en la aplicación eficaz de la producción de imanes permanentes: la composición de la materia prima y la liberación de hidrógeno. Comienza con la selección adecuada de los materiales y el diseño de la aleación, ya que no todas las aleaciones de imanes permanentes pueden decrepitarse con hidrógeno con éxito. La aleación también debe diseñarse cuidadosamente para que la absorción de hidrógeno no haga que el material sea demasiado quebradizo. Así pues, el hidrógeno que se imprisiona durante la decrepitación por hidrógeno debe eliminarse por completo. La contaminación por hidrógeno residual puede ser perjudicial para las propiedades del polvo.