In order to meet these challenges, Osencmag consulted a lot of information according to the technical parameter requirements, and finally designed and developed a customized torque-limiting magnetic coupling for conveyor belt applications. The magnetic coupling is designed to eliminate direct mechanical contact and provide a more reliable and efficient solution for torque transmission.
Magnetic Coupler Specifications:
The following table outlines the key specifications of the magnetic coupler tailored for the client’s conveyor belt system:
| Feature | Specification |
|---|---|
| Magnet Type | NdFeB (Neodymium Iron Boron) |
| Temperature Range | Up to 230°C (for high-temperature areas) |
| Power range | 0 to 1 000 kW |
| Speed range | 0 to 3 600 rpm |
| Torque range | 0 to 12 000 N·m |
| Dimensions | Customized to fit existing conveyor belt system |
| Housing Material | Cold-rolled steel, corrosion-resistant coating |
| Sealing Material | High-grade rubber to prevent dust and moisture intrusion |
| Noise | 85 dB |
| Slip | 2% ~ 4% |
| Distance between shafts | 100 to 300 mm |
| Over torque protection | 2.5x |
| Efficiency | High-efficiency, low power loss during torque transmission |
Key Features of the Magnetic Coupling:
- Non-Contact Torque Transmission: The permanent magnets within the coupling allow for efficient torque transfer without any physical contact between the components. This eliminates wear and tear, reducing the need for frequent maintenance and part replacements.
- Increased Load Handling Capacity: The magnetic coupling’s design allows it to manage high loads and vibrations, ensuring stable power transmission even under demanding conditions.
- High-Temperature and Harsh Environment Resistance: With a temperature tolerance of up to 230°C, the coupling is well-suited for the high-temperature environment of the conveyor system. It is also resistant to dust and moisture, common issues in coal preparation plants.
- Low Power Loss: The magnetic coupling is engineered to minimize power loss during torque transmission, leading to improved energy efficiency and reduced operational costs.
- Maintenance-Free Operation: The non-contact design means there is less wear and tear, extending the lifespan of the coupling and significantly reducing maintenance intervals.
Installation Preparation (Pre-Installation)
Before installing the magnetic coupling, we first check the matching dimensions of the motor and the load flange to ensure a smooth installation process and avoid potential problems. The following are the preparations we made before installation:
- The shaft must be deburred, degreased, cleaned and dried. The roughness of the matching section between the shaft and the flange should reach 1.6~3.2. Mark each shaft according to the length of the corresponding flange.
- Strictly control the recommended maximum radial clearance between the shaft and the flange (see the table below).
- To improve the dynamic balance of the motor and the load shaft, install a half key in the keyway and check that the half key does not protrude from the circumferential surface of the shaft.
| Shaft diameter | Big radial gap | |
|---|---|---|
| From | To(include) | |
| 28 | 49 | 0.038 |
| 49 | 120 | 0.051 |
| 120 | 180 | 0.076 |
Installation Process (During Installation)
During the installation process, we ensured that the following steps were followed to ensure the correct installation of the magnetic coupling and maximize its performance:
- Removing the original coupling: First, we removed the damaged traditional mechanical coupling in the conveyor system. The removal work was performed by our technical team to ensure that no damage was caused to other parts of the conveyor.
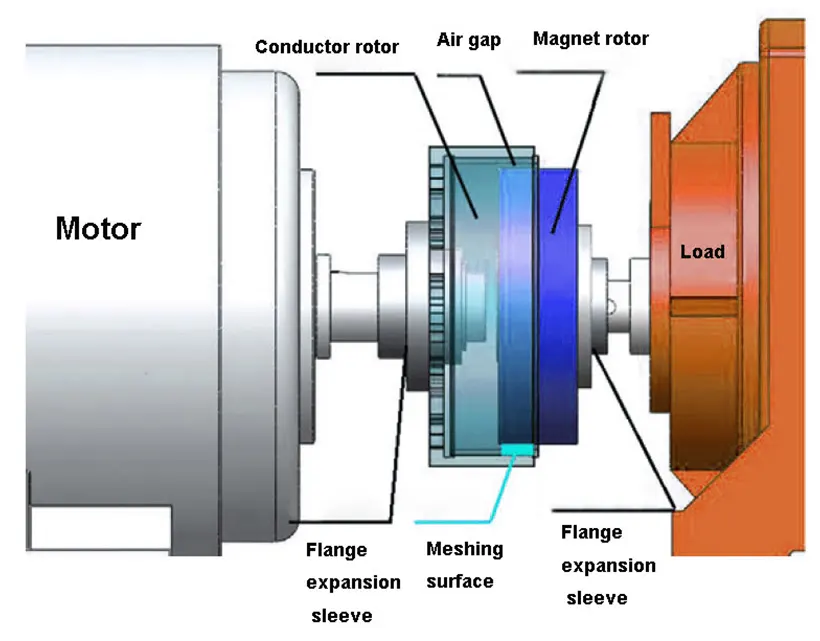
- Installing the magnetic coupling: Install the magnetic rotor assembly to the load shaft and connect the motor and conductor rotor components. During the installation process, we ensured that the coupling was fully docked with the shaft of the conveyor drive system and correctly aligned with the mounting holes of the transmission part.
- Removing the drive fixing screws: Remove the fixing screws on both sides of the drive and store them away from the drive.
- Alignment of the magnetic drive rotor components: The purpose of aligning the magnetic drive rotor components is to make the air gap between the magnetic rotor and the conductor copper plate equal, and the air gap value at each position is equal (error <0.75mm). The schematic diagram of the magnetic drive air gap is as follows. The steps for aligning the rotor components of a magnetic drive are as follows:
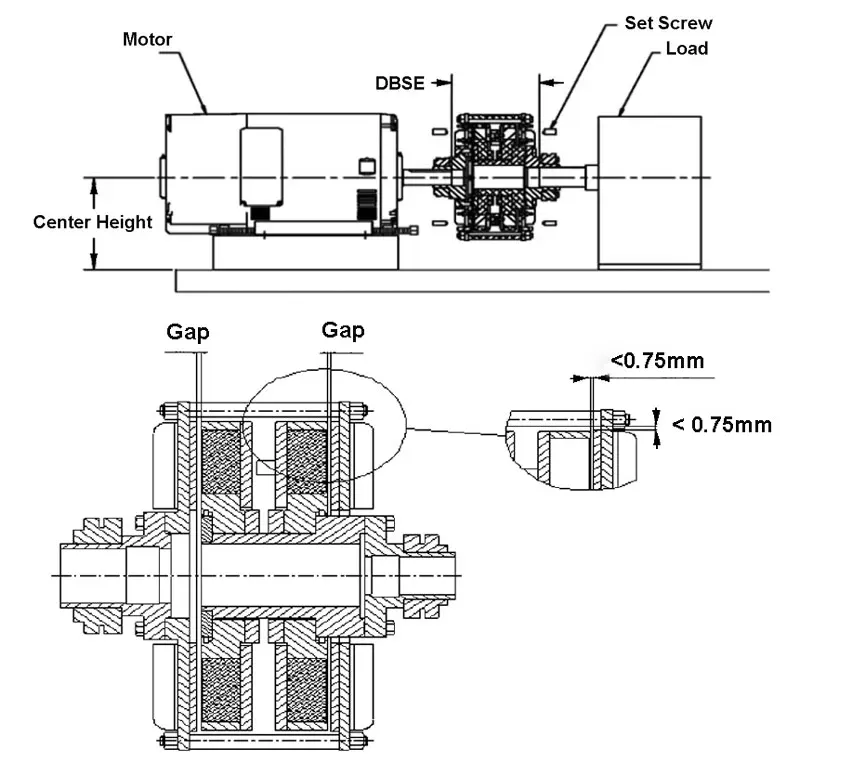
1) Angular and axial alignment: measure the distance between the conductor rotor and the end face of the magnetic rotor in the drive. Radial alignment: measure the distance between the outer circle of the magnetic rotor and the air gap plate.
2) Move the motor and use the motor foot screw and motor foot gasket to complete the alignment. When all the measured values meet the requirements of the above figure, the alignment is completed.
3) Tighten all motor anchor bolts.
4) Recheck the alignment. Radial alignment and tightening the motor anchor bolts may change the angular and axial alignment. If the alignment data is incorrect: loosen the motor anchor bolts and repeat step 2 until the alignment is correct.
Finally, for parts that require electrical connections (such as control systems), we work with the customer’s electrical engineers to complete all necessary electrical wiring work to ensure that the system can operate normally.
Post-Installation Commissioning (System Debugging)
After the magnetic coupling was installed, we debugged the entire system to ensure that the system runs smoothly and achieves the expected results:
- Magnetic field docking: After the installation, we carefully checked the magnetic field of the magnetic coupling to ensure that the magnetic force transmission was not subject to any external interference or deviation. By adjusting the position, we ensure the stability of the magnetic field to ensure efficient torque transmission.
- Pre-startup inspection: We first checked the entire conveyor system to ensure that all connection points were tightened correctly, the coupling was firmly installed, and the drive motor and the transmission components of the conveyor system were working properly.
- Commissioning preparation: Confirm that the wire rotor set screws have been removed – jog the motor to confirm whether the direction is correct – install the soundproof cover or protective cover.
- System test run: Start the motor – measure the vibration of the motor and the load – pay attention to any abnormal sound during operation, and monitor the temperature and running smoothness of the coupling.
- Load test and adjustment: After the system is running normally, we carried out a load test. We gradually increased the system load and observed the performance of the magnetic coupling to ensure that it can still work efficiently under high load. During the entire test process, the magnetic transmission effect was monitored in real time to ensure that there were no torque transmission issues.
- Final commissioning and customer acceptance: After confirming that the system was running stably, the entire conveyor belt system was finally commissioned and accepted together with the customer to ensure that the customer was satisfied with the system’s performance. Our engineers also conducted detailed training on site for the customer’s operators to ensure that they could properly operate and maintain the newly installed magnetic coupling.



