The first step in producing magnets is selecting the raw materials. The material used can vary tremendously depending on what kind of magnet you are making, and that choice affects the physical behavior of the magnet. The elements of choice for the permanent magnet manufacturing process are typically iron, cobalt, nickel and rare earth element like neodymium, samarium or dysprosium.
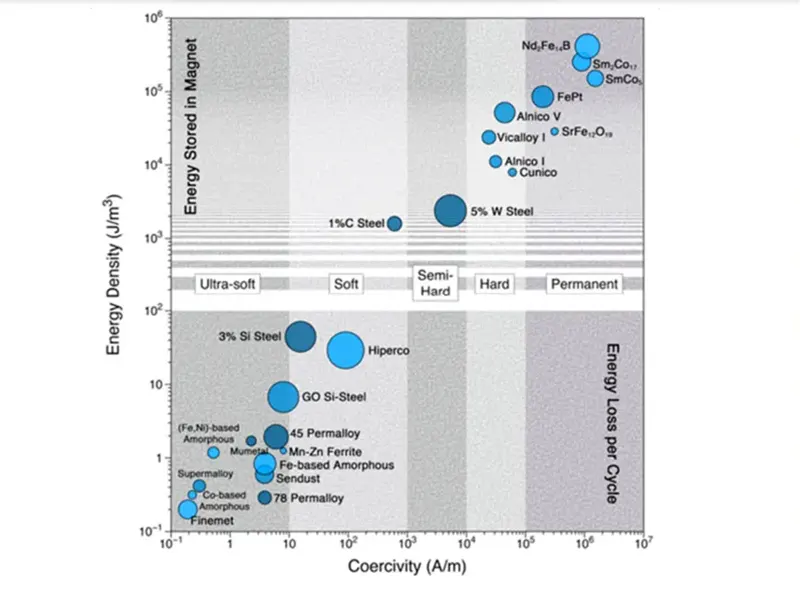
All alloys are selected because the composition of an alloy affects properties like coercivity (demagnetisation resistance), magnetic strength, thermal stability, etc. The different kinds of magnets, soft magnets (requiring a current to generate fields) and hard magnets (retaining their magnetisation), use different combinations of material to bring those characteristics into equilibrium.
For Example:
- Ndfeb magnet manufacturing process include mostly neodymium, iron and boron. They are common in the high performance realm.
- Samarium-cobalt (SmCo) magnets, a combination of samarium and cobalt, are highly prized for their high temperatures and corrosion resistance, though they lack the reactivity of neodymium magnets.
- The aluminium, nickel and cobalt alloy-based Alnico magnets have excellent temperature stability and are ideal for applications involving very high temperatures.
- The most economical magnets, which are primarily composed of iron oxide with barium or strontium, have less magnetic strength than rare-earth magnets.
Every material has its merits, some chosen for their high-temperature tolerance, some for their strength, and some for their affordability. The application affects the choice of materials and influences the performance and stability of the final magnet.

After the solidification of the smelted alloy into ingots, the next most important stage is powder metallurgy, namely the powderation of the alloy to a powder fine enough (e.g. bombarded with neutrons) that single crystals or even nanocrystals can be chosen and grown from it. Powder metallurgy is essential for producing both sintered magnets and bonded magnet manufacturing process, which are the most common types of magnets used in various applications. The procedure starts with grinding or pulverizing the alloy into a very fine and homogeneous powder. The diameter of the powder particles has an important role to play in finalising the magnetic properties of the magnet. Uniform particle size provides uniformity, which is critical to obtaining reproducible magnetic behaviour in reality, i.e., across all produced magnets. This precision is realised, however, by the use of special equipment, like ball mills, jet mills or vibrating mills. Such machines are made to roll the material to the required fineness, and at the same time to keep the particle uniformity. Heavy balls are used in ball mills to break down the material, and high-pressure air, in jet mills, generates severe friction to break down the material to finer particles. It is used to grind material down to a powder by a high-frequency vibration mechanism. In recent years, a new technology has become popular in the manufacturing process of neodymium magnets to replace traditional powder metallurgy, which is “Hydrogen decrepitation. This method can make the particle fineness even smaller.
The powder is subsequently mixed with other materials according to the desired formulation of the magnet. For example, additives or binders can be added to improve the mechanical contact between the particles or to improve the final material characteristics. It is desired to prepare a uniform mixture which can be easily pressed into a desired magnetic shape, for example, a shaped magnet. This step is crucial in order to guarantee the homogeneity of the final magnet, since any uncertainty on the particle size, mixing, or binder composition that may be present in the mould can result in inhomogeneity of the magnet strength, shape and size and behaviour. Once the powder is adequately prepared, it is ready for the next stage in the magnet production process, where it will be shaped into the desired form before undergoing further processing.
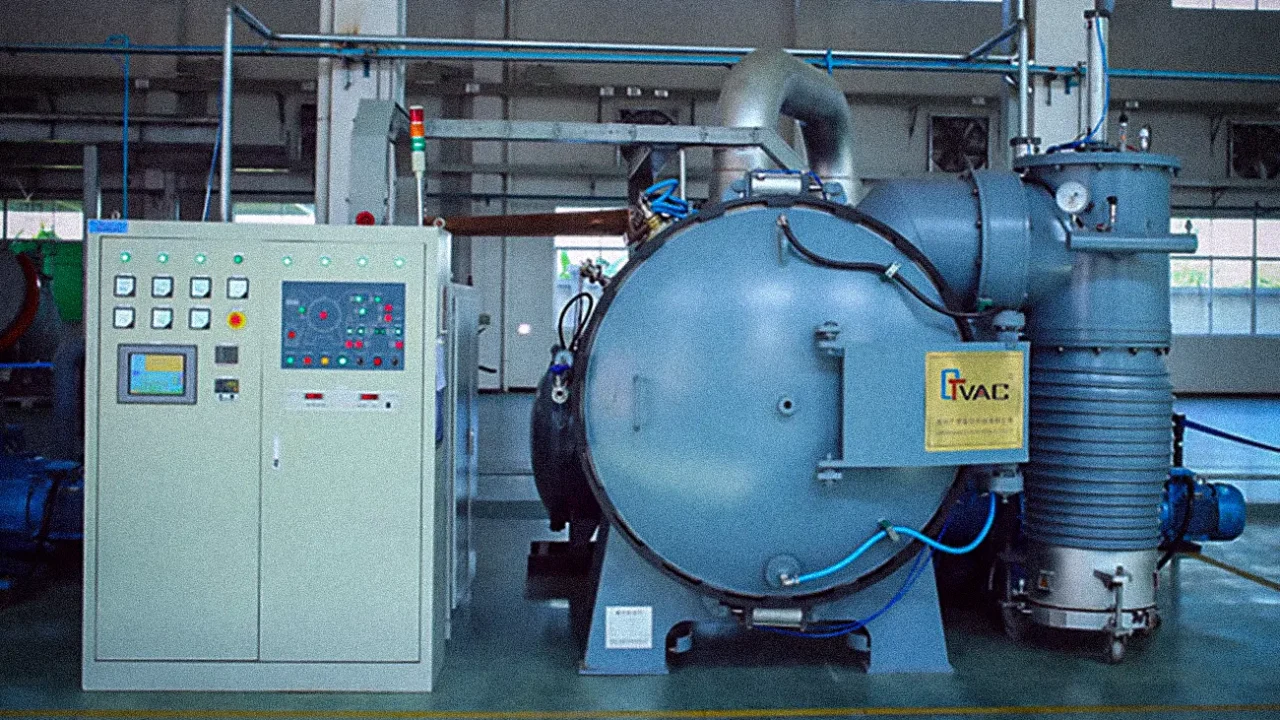
After pressing, one of the most important steps in the production of magnets is sintering. It involves heating the melted stuff in a furnace at many degrees below the melting point, generally around 80-90 per cent of the melting point. As powders bind to one another and fuse into a solid mass, they sinter. As well as tying the particles together, sintering brings the magnetic fields of the material in sync with each other, which is essential for achieving the magnetic properties you desire.
Temperature, time and atmosphere all influence the final magnet shape. Temperature should be kept low enough that the material isn’t hot enough to lose its magnetic power or crack. Also, The sintering time also influences the density and strength of the final magnet; longer sintering times produce denser and more robust magnets. The second is the furnace atmosphere: a vacuum or inert gas or hydrogen-enriched atmosphere in a controlled state prevents oxidation or contamination that might undermine the performance of the magnet.



