Afin de relever ces défis, Osencmag Nous avons examiné de nombreuses informations en fonction des exigences techniques, puis nous avons finalement conçu et développé une solution sur mesure accouplement magnétique à limitation de couple pour les applications sur bandes transporteuses. L'accouplement magnétique est conçu pour éliminer tout contact mécanique direct et offrir une solution plus fiable et plus efficace pour la transmission du couple.
Caractéristiques techniques du coupleur magnétique :
Le tableau ci-dessous présente les principales caractéristiques techniques du coupleur magnétique adapté au système de convoyeurs du client :
| Fonctionnalité | Spécifications |
|---|---|
| Type d'aimant | NdFeB (Néodyme Fer Bore) |
| Plage de température | Jusqu'à 230 °C (pour les zones à haute température) |
| Plage de puissance | de 0 à 1 000 kW |
| Plage de vitesse | de 0 à 3 600 tr/min |
| Plage de couple | de 0 à 12 000 N·m |
| Dimensions | Conçu sur mesure pour s'adapter au système de convoyeurs existant |
| Matériau du boîtier | Acier laminé à froid, revêtement anticorrosion |
| Matériau d'étanchéité | Caoutchouc de haute qualité pour empêcher la pénétration de la poussière et de l'humidité |
| Bruit | 85 dB |
| Glissement | 2% ~ 4% |
| Distance entre les arbres | de 100 à 300 mm |
| Protection contre le couple excessif | 2.5x |
| Efficacité | Rendement élevé, faibles pertes de puissance lors de la transmission du couple |
Principales caractéristiques de l'accouplement magnétique :
- Transmission de couple sans contact: Les aimants permanents intégrés à l'accouplement permettent un transfert efficace du couple sans aucun contact physique entre les composants. Cela élimine l'usure, ce qui réduit la nécessité d'un entretien fréquent et du remplacement des pièces.
- Augmentation de la capacité de manutention des charges: La conception de l'accouplement magnétique lui permet de supporter des charges élevées et des vibrations, garantissant ainsi une transmission de puissance stable même dans des conditions difficiles.
- Résistance aux températures élevées et aux environnements difficiles: Avec une résistance à la température pouvant atteindre 230 °C, cet accouplement est parfaitement adapté à l'environnement à haute température du système de convoyage. Il résiste également à la poussière et à l'humidité, deux problèmes courants dans les installations de traitement du charbon.
- Faible perte de puissance: L'accouplement magnétique est conçu pour réduire au minimum les pertes de puissance lors de la transmission du couple, ce qui permet d'améliorer le rendement énergétique et de réduire les coûts d'exploitation.
- Fonctionnement sans entretien: Grâce à sa conception sans contact, l'usure est moindre, ce qui prolonge la durée de vie de l'accouplement et réduit considérablement la fréquence des interventions de maintenance.
Préparation de l'installation (avant l'installation)
Avant d'installer l'accouplement magnétique, nous Vérifiez tout d'abord que les dimensions du moteur et de la bride de charge correspondent afin de garantir un processus d'installation sans encombre et d'éviter d'éventuels problèmes. Voici les préparatifs que nous avons effectués avant l'installation :
- L'arbre doit être ébavuré, dégraissé, nettoyé et séché. La rugosité de la section d'accouplement entre l'arbre et la bride doit être comprise entre 1,6 et 3,2. Marquez chaque arbre en fonction de la longueur de la bride correspondante.
- Respectez scrupuleusement le jeu radial maximal recommandé entre l'arbre et la bride (voir le tableau ci-dessous).
- Pour améliorer l'équilibre dynamique du moteur et de l'arbre de charge, installez une demi-clavette dans la rainure et vérifiez qu'elle ne dépasse pas de la surface circonférentielle de l'arbre.
| Diamètre de l'arbre | Grand écart radial | |
|---|---|---|
| De | À (inclure) | |
| 28 | 49 | 0.038 |
| 49 | 120 | 0.051 |
| 120 | 180 | 0.076 |
Processus d'installation (pendant l'installation)
Au cours du processus d'installation, nous avons veillé à ce que les étapes suivantes soient respectées afin de garantir une installation correcte de l'accouplement magnétique et d'optimiser ses performances :
- Démontage de l'accouplement d'origine : Nous avons tout d'abord démonté l'accouplement mécanique traditionnel endommagé du système de convoyage. Les opérations de démontage ont été réalisées par notre équipe technique afin de garantir qu'aucun dommage ne soit causé aux autres composants du convoyeur.
- Installation de l'accouplement magnétique : Installez l'ensemble rotor magnétique sur l'arbre de charge et raccordez les composants du moteur et du rotor conducteur. Au cours de l'installation, nous nous sommes assurés que l'accouplement était parfaitement emboîté sur l'arbre du système d'entraînement du convoyeur et correctement aligné avec les trous de fixation de la pièce de transmission.
- Retrait des vis de fixation du disque dur : Retirez les vis de fixation situées de part et d'autre du lecteur et rangez-les à l'écart de celui-ci.
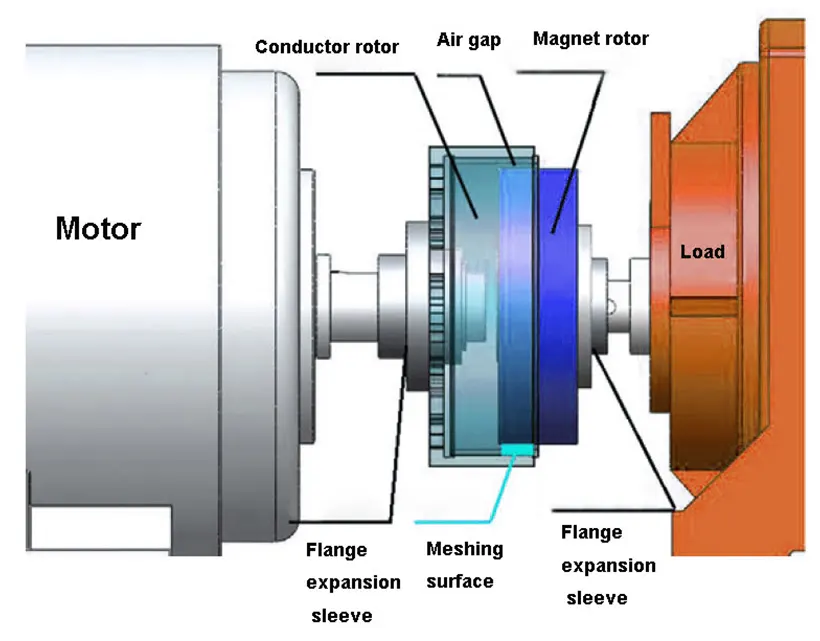
- Alignement des composants du rotor de l'entraînement magnétique : L'alignement des composants du rotor d'un entraînement magnétique a pour but de rendre uniforme l'entrefer entre le rotor magnétique et la plaque de cuivre conductrice, et de garantir que la valeur de l'entrefer soit identique à chaque position (erreur < 0,75 mm). Le schéma de l'entrefer d'un entraînement magnétique est le suivant. Les étapes d'alignement des composants du rotor d'un entraînement magnétique sont les suivantes :
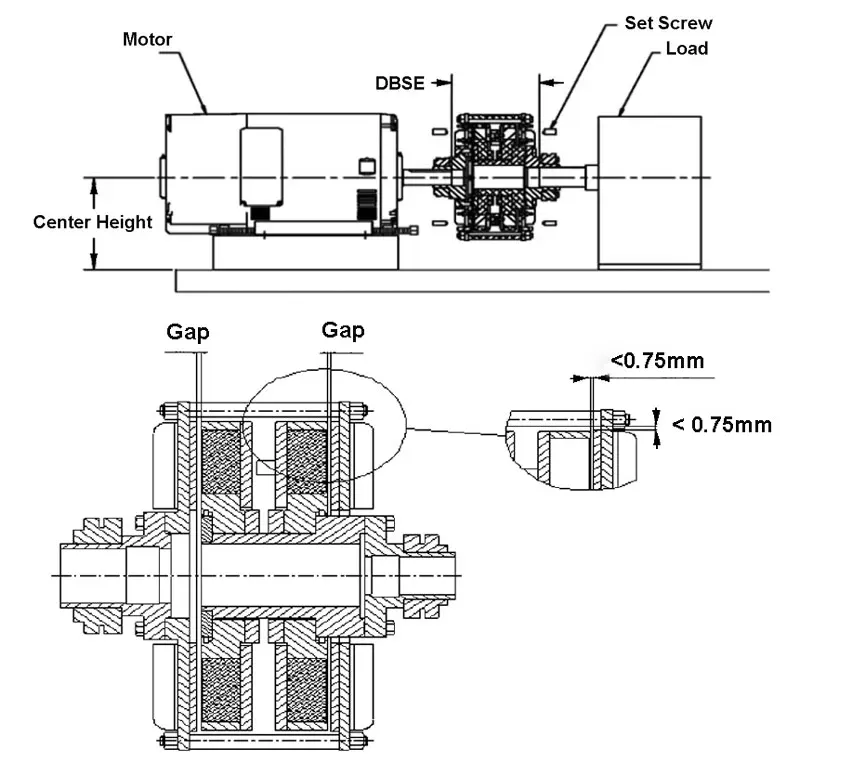
1) Alignement angulaire et axial : mesurez la distance entre le rotor conducteur et la face d'extrémité du rotor magnétique dans le variateur. Alignement radial : mesurez la distance entre le cercle extérieur du rotor magnétique et la plaque d'entrefer.
2) Déplacez le moteur et utilisez la vis et le joint du pied du moteur pour finaliser l'alignement. Lorsque toutes les valeurs mesurées sont conformes aux exigences indiquées dans la figure ci-dessus, l'alignement est terminé.
3) Serrez tous les boulons de fixation du moteur.
4) Vérifiez à nouveau l'alignement. L'alignement radial et le serrage des boulons de fixation du moteur peuvent modifier l'alignement angulaire et axial. Si les données d'alignement sont incorrectes : desserrez les boulons de fixation du moteur et répétez l'étape 2 jusqu'à ce que l'alignement soit correct.
Enfin, pour les composants nécessitant des raccordements électriques (tels que les systèmes de commande), nous collaborons avec les ingénieurs électriciens du client afin de réaliser tous les travaux de câblage nécessaires pour garantir le bon fonctionnement du système.
Mise en service après installation (débogage du système)
Une fois le couplage magnétique installé, nous avons procédé au débogage de l'ensemble du système afin de nous assurer qu'il fonctionne correctement et qu'il donne les résultats escomptés :
- Amarrage par champ magnétique : Une fois l'installation terminée, nous avons soigneusement vérifié le champ magnétique de l'accouplement magnétique afin de nous assurer que la transmission de la force magnétique ne subissait aucune interférence ni déviation externes. En ajustant la position, nous garantissons la stabilité du champ magnétique et assurons ainsi une transmission efficace du couple.
- Inspection avant la mise en service : Nous avons tout d'abord inspecté l'ensemble du système de convoyage afin de nous assurer que tous les points de raccordement étaient correctement serrés, que l'accouplement était solidement fixé et que le moteur d'entraînement ainsi que les composants de transmission du système de convoyage fonctionnaient correctement.
- Préparation de la mise en service : Vérifiez que les vis de fixation du rotor à fils ont bien été retirées – faites tourner le moteur par à-coups pour vérifier que le sens de rotation est correct – installez le capot insonorisant ou le capot de protection.
- Test de fonctionnement du système : Démarrez le moteur – mesurez les vibrations du moteur et de la charge – soyez attentif à tout bruit anormal pendant le fonctionnement, et surveillez la température et la fluidité de fonctionnement de l'accouplement.
- Essai de charge et réglage : Une fois le système fonctionnant normalement, nous avons procédé à un test de charge. Nous avons progressivement augmenté la charge du système et observé les performances de l'accouplement magnétique afin de nous assurer qu'il pouvait continuer à fonctionner efficacement sous une charge élevée. Tout au long du test, l'efficacité de la transmission magnétique a été surveillée en temps réel afin de garantir l'absence de tout problème de transmission du couple.
- Mise en service définitive et réception par le client : Après avoir vérifié que le système fonctionnait de manière stable, l'ensemble du système de convoyeurs a finalement été mis en service et réceptionné en présence du client, afin de s'assurer de sa satisfaction quant aux performances du système. Nos ingénieurs ont également dispensé une formation approfondie sur site aux opérateurs du client, afin de s'assurer qu'ils soient en mesure d'utiliser et d'entretenir correctement l'accouplement magnétique nouvellement installé.



