La première étape de la production d'aimants consiste à sélectionner les matières premières. Le matériau utilisé peut varier considérablement en fonction du type d'aimant que vous fabriquez, et ce choix affecte le comportement physique de l'aimant. Les éléments de choix pour le processus de fabrication des aimants permanents sont généralement le fer, le cobalt, le nickel et les terres rares comme le néodyme, le samarium ou le dysprosium.
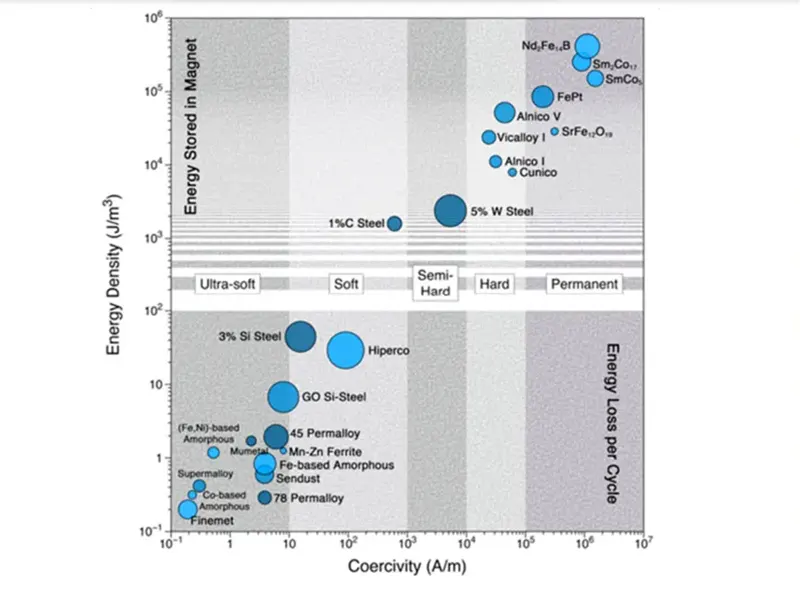
Tous les alliages sont sélectionnés parce que la composition d'un alliage affecte des propriétés telles que la coercivité (résistance à la démagnétisation), la force magnétique, la stabilité thermique, etc. Les différents types d'aimants, les aimants doux (qui nécessitent un courant pour générer des champs) et les aimants durs (qui conservent leur magnétisation), utilisent différentes combinaisons de matériaux pour équilibrer ces caractéristiques.
Par exemple :
- Le processus de fabrication des aimants Ndfeb comprend principalement du néodyme, du fer et du bore. Ils sont courants dans le domaine des hautes performances.
- Les aimants samarium-cobalt (SmCo), une combinaison de samarium et de cobalt, sont très appréciés pour leurs températures élevées et leur résistance à la corrosion, bien qu'ils n'aient pas la réactivité des aimants SmCo. aimants en néodyme.
- Les aimants Alnico à base d'alliages d'aluminium, de nickel et de cobalt présentent une excellente stabilité thermique et conviennent parfaitement aux applications impliquant des températures très élevées.
- Les aimants les plus économiques, qui sont principalement composés d'oxyde de fer avec du baryum ou du strontium, ont une force magnétique inférieure à celle des aimants en terres rares.
Chaque matériau a ses mérites, certains étant choisis pour leur tolérance aux températures élevées, d'autres pour leur résistance et d'autres encore pour leur prix abordable. L'application influe sur le choix des matériaux et sur les performances et la stabilité de l'aimant final.

Après la solidification de l'alliage fondu en lingots, l'étape suivante la plus importante est la métallurgie des poudres, à savoir la pulvérisation de l'alliage en une poudre suffisamment fine (par exemple bombardée par des neutrons) pour que des cristaux uniques ou même des nanocristaux puissent être choisis et cultivés à partir de cette poudre. La métallurgie des poudres est essentielle pour produire des aimants frittés et des aimants collés, qui sont les procédés de fabrication les plus courants. types d'aimants utilisé dans diverses applications. La procédure commence par le broyage ou la pulvérisation de l'alliage en une poudre très fine et homogène. Le diamètre des particules de poudre joue un rôle important dans la finalisation des propriétés magnétiques de l'aimant. La taille uniforme des particules assure l'uniformité, qui est essentielle pour obtenir un comportement magnétique reproductible dans la réalité, c'est-à-dire pour tous les aimants produits. Cette précision est toutefois obtenue grâce à l'utilisation d'équipements spéciaux, tels que des broyeurs à billes, des broyeurs à jet ou des broyeurs vibrants. Ces machines sont conçues pour laminer le matériau jusqu'à la finesse requise, tout en conservant l'uniformité des particules. Des billes lourdes sont utilisées dans les broyeurs à billes pour briser la matière, et de l'air à haute pression, dans les broyeurs à jet, génère une forte friction pour briser la matière en particules plus fines. Le broyage est utilisé pour réduire la matière en poudre par un mécanisme de vibration à haute fréquence. Ces dernières années, une nouvelle technologie est devenue populaire dans le processus de fabrication des aimants en néodyme pour remplacer la métallurgie traditionnelle des poudres, qui est “Décrépitude de l'hydrogène. Cette méthode permet d'obtenir des particules encore plus fines.
La poudre est ensuite mélangée à d'autres matériaux en fonction de la formulation souhaitée pour l'aimant. Par exemple, des additifs ou des liants peuvent être ajoutés pour améliorer le contact mécanique entre les particules ou pour améliorer les caractéristiques finales du matériau. Il est souhaitable de préparer un mélange uniforme qui puisse être facilement pressé dans une forme magnétique souhaitée, par exemple un aimant en forme. Cette étape est cruciale pour garantir l'homogénéité de l'aimant final, car toute incertitude concernant la taille des particules, le mélange ou la composition du liant qui peut être présent dans le moule peut entraîner une inhomogénéité de la force, de la forme, de la taille et du comportement de l'aimant. Une fois la poudre préparée de manière adéquate, elle est prête pour l'étape suivante du processus de production de l'aimant, où elle sera façonnée dans la forme souhaitée avant de subir d'autres traitements.
Après le pressage, l'une des étapes les plus importantes de la production d'aimants est le frittage. Il s'agit de chauffer la matière fondue dans un four à plusieurs degrés en dessous du point de fusion, généralement à environ 80-90 % du point de fusion. Les poudres se lient les unes aux autres et fusionnent en une masse solide : c'est le frittage. En plus de lier les particules entre elles, le frittage synchronise les champs magnétiques du matériau, ce qui est essentiel pour obtenir les propriétés magnétiques souhaitées.
La température, le temps et l'atmosphère influencent la forme finale de l'aimant. La température doit être maintenue suffisamment basse pour que le matériau ne soit pas assez chaud pour perdre son pouvoir magnétique ou se fissurer. Le temps de frittage influence également la densité et la force de l'aimant final ; des temps de frittage plus longs produisent des aimants plus denses et plus robustes. Le deuxième facteur est l'atmosphère du four : un vide, un gaz inerte ou une atmosphère enrichie en hydrogène dans un état contrôlé empêche l'oxydation ou la contamination qui pourrait nuire aux performances de l'aimant.



